|
|
|
 |
 干燥设备系列 干燥设备系列 |
| 混合设备系列 |
| 制粒设备系列 |
| 粉碎设备系列 |
| 输送设备系列 |
| 筛分设备系列 |
| 除尘设备系列 |
| 干燥设备配件 |
|
 |
|
|
 |
厂址:中国江苏省常州市焦溪镇
邮编:213116
总经理:顾和度
电话:0519-88906886 88906665
传真:0519-88903500
网址:www.buchangdry.com
信箱:bc@buchangdry.com |
|
| 当前位置:主页 > 资讯中心 |
|
|
 |
 |
| EYH型二维运动混合机 |
|
 |
| DW系列带式干燥机 |
|
 |
| FL-B型沸腾制粒干燥机 |
|
 |
| QPG系气流喷雾干燥机 |
|
 |
| 干燥设备配件 |
|
 |
| PLG系盘式连续干燥机 |
|
 |
| XF系列沸腾干燥机 |
|
|
|
|
|
|

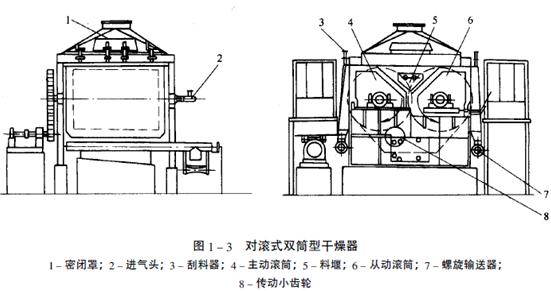 图1-4为底部进料的同槽式双滚筒
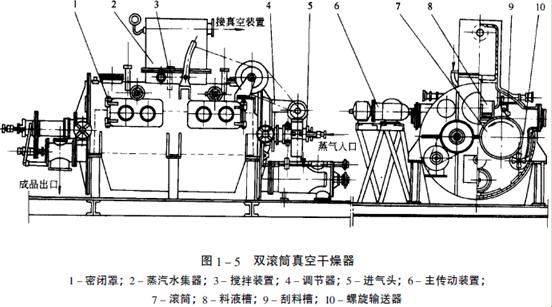
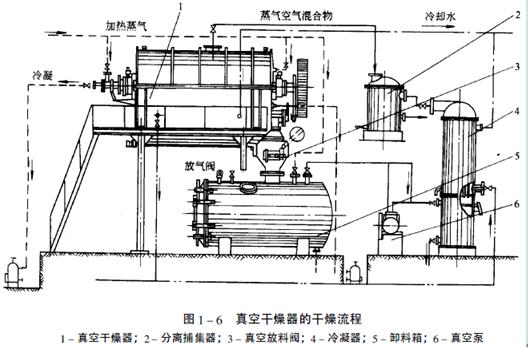
图1-4为底部进料的同槽式双滚筒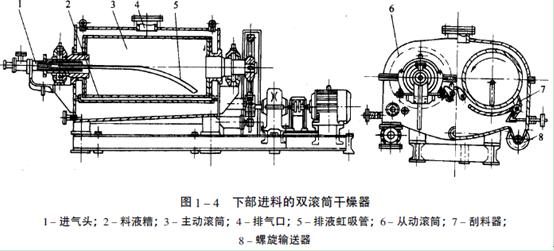 双筒型干燥设备的筒体直径较小,一般为0.5-1.0m;长径比(L/D)为1.5-2(范围。传动功率接近于单滚筒的两倍;转速、筒内蒸汽压力等操作条件与单滚筒设计相同。出料方式可根据进料位置而定:上部进料,由料堰控制膜厚的对滚筒,可在干燥设备底部的中间位置,设置一台螺旋输送最后干燥设备,集中出料。下部进料的双滚筒干燥设备和由双筒间隙控制的对滚式干燥设备,则分别在两组滚筒的侧面,单独设置最后干燥设备进行出料。采用负压操作的双筒型干燥设备(见图1-5),双筒置于全密闭罩内,结构较复杂,出料方式则采取储斗料封的型式而间隙出料。这类干燥设备,一般用于回收价值较高的溶剂蒸气中,操作流程见图1.6。
双筒型干燥设备的筒体直径较小,一般为0.5-1.0m;长径比(L/D)为1.5-2(范围。传动功率接近于单滚筒的两倍;转速、筒内蒸汽压力等操作条件与单滚筒设计相同。出料方式可根据进料位置而定:上部进料,由料堰控制膜厚的对滚筒,可在干燥设备底部的中间位置,设置一台螺旋输送最后干燥设备,集中出料。下部进料的双滚筒干燥设备和由双筒间隙控制的对滚式干燥设备,则分别在两组滚筒的侧面,单独设置最后干燥设备进行出料。采用负压操作的双筒型干燥设备(见图1-5),双筒置于全密闭罩内,结构较复杂,出料方式则采取储斗料封的型式而间隙出料。这类干燥设备,一般用于回收价值较高的溶剂蒸气中,操作流程见图1.6。